据调查,许多加工中心的实际切削时间不到工作时间的55%。因此,如何提高加工效率,降低废品率成了众多企业共同探讨的问题。对国内数控加工中心切削效率部分调查发现,普遍存在如刀具精度低、刀片跳动量大、加工光洁度低、工艺设备不配套等诸多问题。
刀片精度低,跳动量太大,面铣刀加工的平面光洁度将降低,甚至出现沟状。高精度数控机床上刀片的跳动量应控制在2~5μm。随着数控机床的发展,相应出现刀片的表面改性涂层处理(基体为高速钢、WCo类硬质合金、Ti基类金属陶瓷),很大程度上提高了刀片精度。

CBN适用于切削高硬度淬硬钢和硬铸铁等,如加工高硬钢件(50~67HRC)和冷硬铸铁时主要选用陶瓷刀具和CBN刀具,其中加工硬度60~65HRC以下的工件可用陶瓷刀具,而65HRC以上的工件则用CBN刀具进行切削;PCD适用于切削不含铁的金属,及合金、塑料和玻璃钢等,加工铝合金件时,主要采用PCD和金刚石膜涂层刀具;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具;硬质合金涂层刀具(如涂层TiN、TiC、TiCN、TiAIN等)虽然硬度较高,适于加工的工件范围广,但其抗氧化温度一般不高,所以切削速度的提高也受到限制,一般可在400~500m/min范围内加工钢铁件,而Al2O3涂层的高温硬度高,在高速范围内加工时,其耐磨性较TiC、TiN涂层都好。

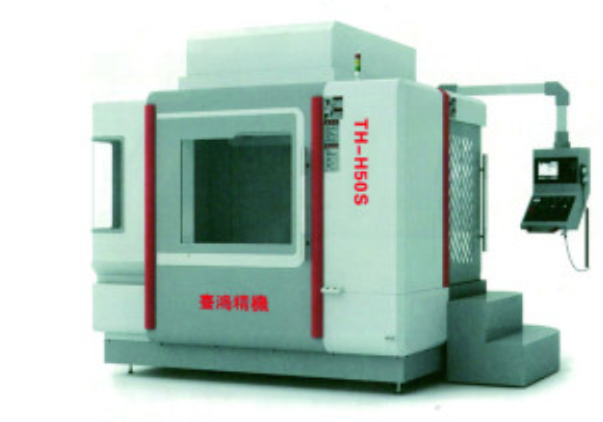
卧式加工中心广泛适用于军工、航天、汽车、模具、机械制造等行业的箱体零件、壳体零件、盘类零件、异琅零件的加工,零件经一次装夹可自动完成四个面的铣、镗、钻、扩、铰、攻螺纹等多工序加工。











